不锈钢管道焊接防止背面氧化怎么办?美焊不锈钢管管焊机
发布时间:2025-07-05
浏览次数:
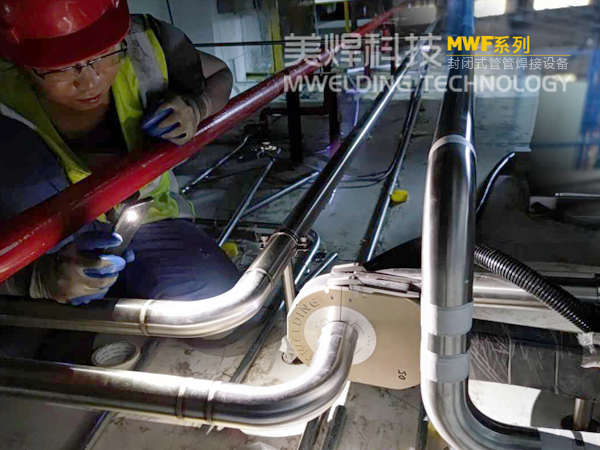
在石油化工施工过程中,不锈钢管焊接作业面临显著的技术难题:焊道表面及热影响区极易发生氧化变色现象。为确保材料固有的耐腐蚀性能,现行工艺要求对焊缝实施酸洗钝化处理,以促进表面形成保护性氧化膜。
")
然而,由于管道结构的限制,内壁区域往往难以实现有效的酸洗钝化处理,这直接导致了管道内壁耐腐蚀性能的显著下降。值得注意的是,采用常规焊接工艺和施工方法难以确保背面焊道及热影响区的焊接质量,因此必须通过焊接工艺的优化改进,并采取针对性的技术措施来有效预防背面氧化变色问题的发生。
不锈钢管焊表面容易氧化原因
1)背面充氩气保护时,空气在管内一直呈涡流状运动很难彻底排净,即便是延长置换时间,里口全密封状态时氧含量可以达到<0.01%(体积分数),但是打开坡口开始焊接后,含氧量就会上升到0.05%(体积分数),甚至更高。较高的氧含量最终导致焊道背表面氧化而变成蓝色或者紫色。
2)在现场施工中,焊工一般采用划擦引弧的简易氩弧焊焊枪,这种焊枪在焊接断弧后使高温的焊道瞬时失去氩气的保护,导致每次收弧的接头容易氧化变色。
3)每次起弧接头时,由于空气通过打开的焊接坡口处进入里口,此时正好里口氧含量较高,高温的焊道容易局部氧化。
4)在填充和盖面层焊接时,焊接电流较大、焊接热输入大,或者层间温度高,焊道背面同样会氧化变色。
5)氩气纯度低,含氧量高对焊缝的保护效果变差。
6)不锈钢导热性差,为钢的1/3,在焊接时热量散发不出去,导致焊道和热影响区温度较高,从而更容易被氧化。
如何改进焊接工艺,使用美焊管管焊机
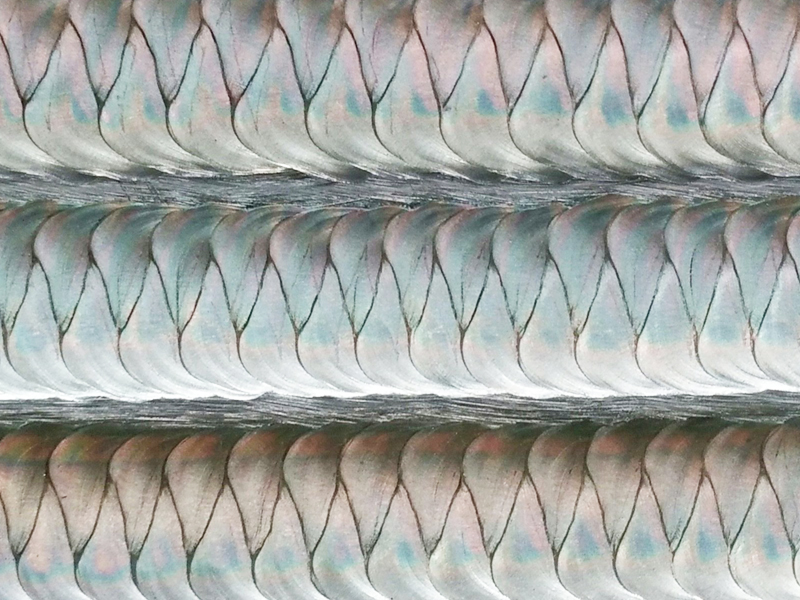
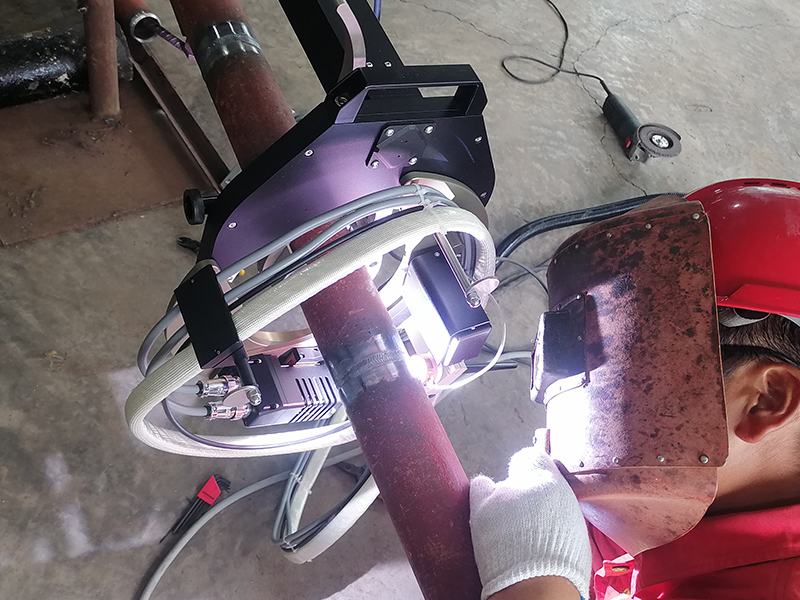
美焊MWF 系列氩弧管管自动焊机作为一款专业的薄壁不锈钢焊机,凭借其小巧的身材,完美的单面焊双面成型工艺,被大量应用于食品制药、生物发酵、水处理、空调制冷、仪器仪表、压力容器、航天航空的管道设备安装等领域。
")
产品采用德国进口核心部件材料,结构轻巧,安全、精密、耐用、可靠,全身水冷,枪体 4路气体保护,具有高暂载率,高稳定性,适用于 2.5 毫米及以下,管径 6-168mm 的不锈钢洁净管道的全位置焊接,是一款优良好用的卫生级不锈钢洁净管道自动焊接机。
")
有效解决传统手工管管焊接工序中出现的工艺不稳定、焊接的方式效率低下、焊接返工率高等问题,大大提高了焊接效率和焊接工艺,人工成本节省至少 30% ,是您精工焊接的好帮手,其经市场长期检验,获得客户一致好评!
适用管径:
MWF-12 适合管径:Φ 3.17-12.7mm
MWF-18 适合管径:Φ 4-17.1mm
MWF-40 适合管径:Φ 6.35-38.1mm
MWF-80 适合管径:Φ 12.7-76.2mm
MWF-120 适合管径 :Φ19.05-114.3mm
MWF-168 适合管径 :Φ50.8-168mm
")
焊接类型:
直管--直管、直管--卡盘、直管 -- 三通、直管 --弯头;
卡盘--弯头、卡盘--三通、大 U 弯等;
客户的满意就是对我们最大的支持!
美焊感谢您的信赖,并竭诚为您提供服务!
")
更多自动化管管焊机、自动化管板焊机、自动化环缝焊接专机、热丝堆焊系统等产品及服务,欢迎致电:18918961606或查询上海美焊官方网站:https://www.shmeihan.com 、 微信公众号、视频号了解更多。