管道自动焊接中咬边缺陷的深度剖析与防控策略
发布时间:2024-11-22
浏览次数:
在管道自动焊接过程中,咬边是一种常见的焊接缺陷,它不仅影响焊缝的外观质量,还可能对焊接接头的强度和可靠性产生严重影响。因此,对咬边现象进行深入分析,并采取相应的预防措施,对于确保焊接质量和工程安全具有重要意义。
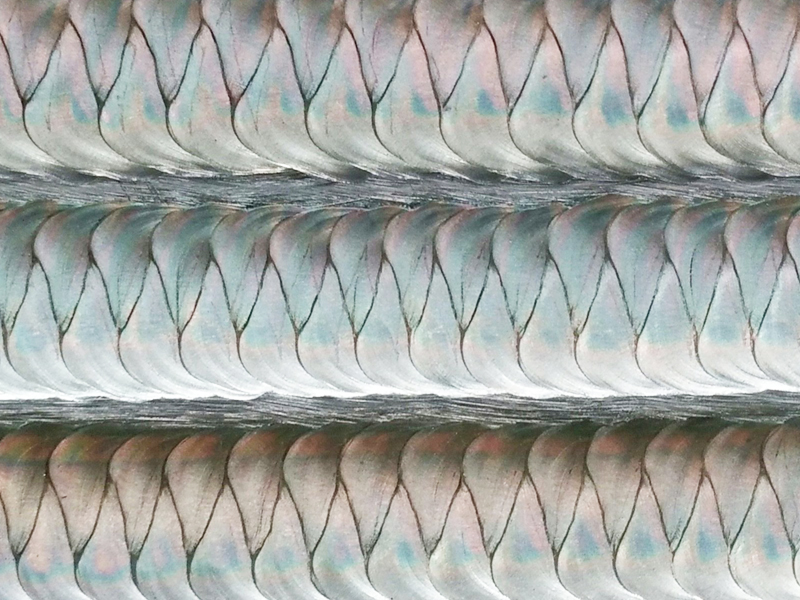
咬边是指沿着焊趾,在母材部分形成的凹陷或沟槽。这种缺陷是由于电弧将焊缝边缘的母材熔化后,没有得到熔敷金属的充分补充而留下的缺口。咬边将减少母材的有效截面积,并在咬边处可能引起应力集中,特别是在低合金高强钢的焊接中,咬边的边缘组织被淬硬,更易引起裂纹。因此,咬边现象的存在将直接影响焊接接头的强度和可靠性。
")
管道自动焊接咬边产生的原因多为焊接工艺规范选择不当,具体表现在以下几个方面:
1.焊接电流过大:当焊接电流过大时,电弧能量增加,焊缝边缘的母材熔化过快,而熔敷金属未能及时补充,导致咬边现象的产生。
2.电弧过长:电弧过长会使电弧热量分散,焊缝边缘的母材熔化不均匀,同时电弧吹力增大,容易将母材金属吹走而未填满熔池,形成咬边。
3.焊接速度不合适:焊接速度过快时,熔敷金属未能充分填充焊缝边缘的凹陷;焊接速度过慢时,焊缝中间的铁水温度过高而下坠,也可能导致咬边。
4.焊机摆动不均匀:焊机摆动不均匀会导致焊缝边缘的熔化不均匀,熔敷金属填充不充分,从而产生咬边。
咬边缺陷可通过调整优化焊接工艺来避免与消除,焊接时选择合适的焊接电流与焊接角度,焊接电弧不要拉得过长,焊条摆动均匀,在坡口边缘停留时间稍长些,在中间运条速度要快些,以此来减少焊缝的咬边现象。
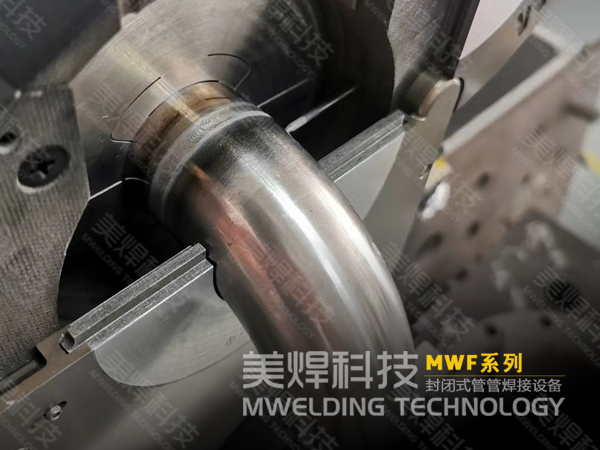
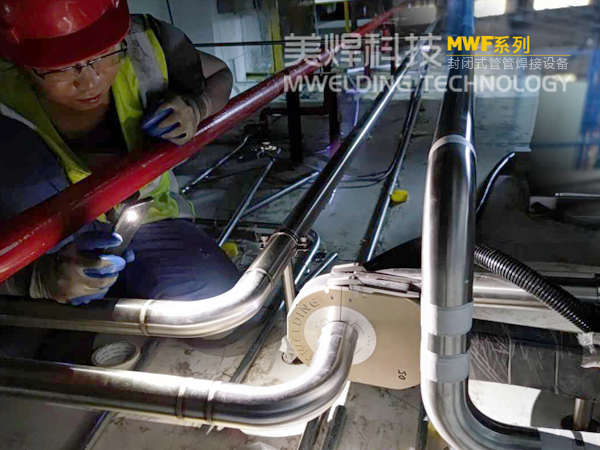
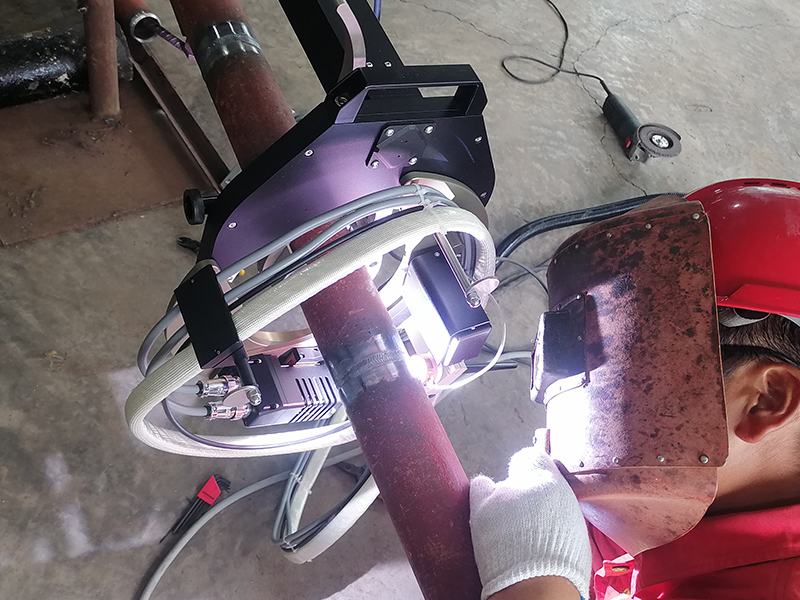
在生产制造中,应减少与避免此类问题发生,管道自动焊接设备可有助于提高焊接一次成型合格率,有效提升焊接效率。美焊MWG系列开放式管管焊接设备作为一款专业的中壁厚管道自动焊机,被大量应用于项目施工现场,它良好的操作性能收到了广大客户的赞许。
")
此款设备主要用于壁厚2~10mm的不锈钢、碳钢、钛合金等中厚壁管道焊接;设备搭载智能数字化焊接控制系统,具自动弧长、横摆及焊接测速反馈功能,成型良好,焊缝达II级探伤要求。德国进口核心部件,精密、高效、耐用,性价比高,一键操作,简单易学。便携机身,作业灵活,支持一对一定制,并提供全流程技术服务。
适用管径:
MWG-90 适合管径:Φ19-89mm
MWG-170 适合管径:Φ63-168mm
MWG-230 适合管径:Φ130-230mm
MWG-325 适合管径:Φ159-325mm
焊接类型:
直管--直管、直管--卡盘、直管--三通、直管 --弯头、大U弯等;
美焊感谢您的信赖与支持,并竭诚为您提供服务!
")
更多自动化管管焊机、自动化管板焊机、自动化环缝焊接专机、热丝堆焊系统等产品及服务,欢迎致电:18918961606或查询上海美焊官方网站:https://www.mwelding.com.cn