拼板埋弧焊过程中的工艺控制及注意要点 纵缝自动焊 拼板、直缝焊接设备专机
发布时间:2025-03-07
浏览次数:
1.焊前准备工作
1)焊前需将坡口及两侧30mm范围内的杂质清除干净,装配间隙、坡口尺寸和定位焊质量符合规定。
2)潮湿条件下或待焊坡口有露水、冰霜时,应烘干后再进行焊接,焊前预热按Q/DL 164-1999标准要求进行。
3)埋弧焊焊剂焊前应进行烘焙,随用随取。
2.焊接顺序(焊接顺序如图 5-14 所示。)
")
3.焊接参数
| 板厚(mm) | 坡口形式 | 焊丝直径(mm) | 焊接电流(A) | 电弧电压(V) |
| 7~13 |
| 5.0 | 850~950 | 35~39 |
| 13~36 |
| 5.0 | 650~850 | 38~42 |
")
")
4.注意要点
1)当板厚差>3mm时,削斜长度大于4倍板厚差;削斜面在后焊侧。
2)装配间隙:板厚6~9mm时为0~0.5mm;板厚10mm以上时为0~lmm。
3)焊缝端部焊接前应设有工艺板
4)对超标的焊缝,应采用焊条电弧焊或C0,气体保护焊修补。
")
美焊纵缝/直缝自动焊接设备
纵缝自动焊接设备常被用于碳钢、不锈钢、钛合金材质的筒体、罐体、板材拼接等直线型焊口的自动焊接。系统多采用悬臂式结构,搭载TIG、 MIG、MAG等焊枪,配合不同的后背保护衬套和成型槽,能很好实现单面焊接双面成型工艺。因其精密稳定的焊接性能,高水平的焊接质量,纵缝自动焊接设备被广泛地应用于钢结构加工、机械制造、能源电力、压力容器、汽车配件等加工制造行业的纵缝焊接场合。
")
美焊MWZF系列纵缝自动焊接设备以定制化设备为主,标准化设备为辅,融合目前行业先进技术,灵活设计与选配,不断在行业实践中更新优化,旨在为客户带来更加高效、低成本的焊接生产加工能力。
产品适用范围:
可焊管直径:300mm-5000mm;板材厚度0.5-12mm ;
焊接类型:拼版焊接、直缝焊接;
焊接电源可选配:奥地利-Fronius、德国-EWM、日本-Panasonic 等
主控系统可选配:德国- Siemens、日本- Mitsubishi、中国-XINJIE 等;
")
美焊MWZF系列全自动纵缝焊接机产品优势:
1. 进口焊接控制电源与定制化工装夹具系统,有效确保焊接性能稳定;
2. 产品按工艺要求采用多种控制输出信号选择和输出接口;
3. 配置循环水冷系统,可持续工作时间长;
4. 完善气体保护系统,确保焊接过程对熔池形成良好保护;
5. 整机采用快速装拆模块化设计,方便维护和安装;
6. 产品具有抗干扰强、可靠性高、调速稳定等特点;
设备采用不锈钢架结构件,能满足整机承重的要求。外形整体设计轻盈小巧,安装快捷方便实用,便于后续的维修与保养。焊机电机与焊机控制系统均采用进口设备与软件,一对一焊接定制技术方案,加之完善的全流程技术服务,让您后续无忧。
")
美焊设备产品及服务历经数十年市场检验,获得客户一致好评!客户的满意就是对我们最大的支持!美焊感谢您的信赖,并竭诚为您提供服务!
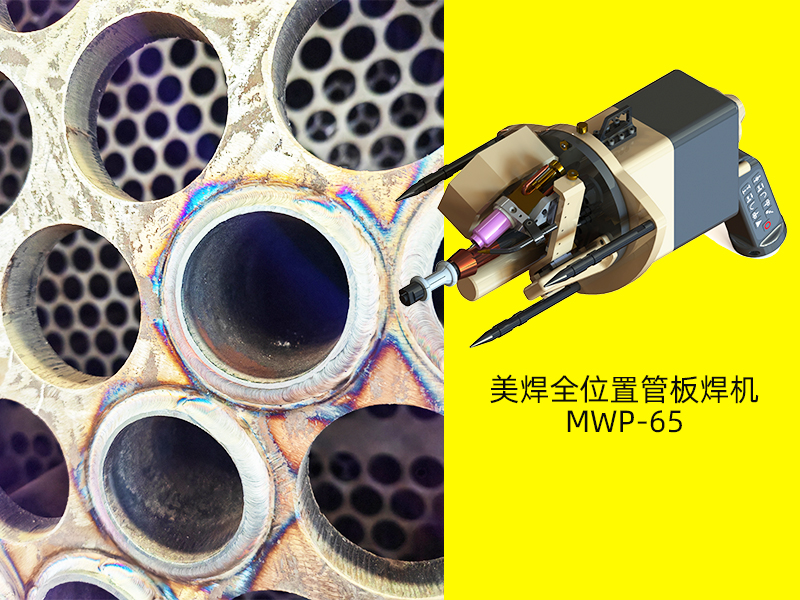
更多自动化管管焊机、自动化管板焊机、自动化环缝焊接专机、热丝堆焊系统、等离子自动焊接设备等产品及服务,欢迎致电:18918961606或查询上海美焊官方网站:https://www.mwelding.com.cn