打底焊为什么要用小的热输入?美焊MWG焊机自动完成打底、填充、盖面氩弧焊接作业
发布时间:2024-12-28
浏览次数:
1.问题描述
对于管系焊接和厚度比较大的非铁金属、碳钢板材的对接通常要用到打底焊,打底焊的焊接工艺为氩弧焊和CO₂,气体保护焊。在焊接施工时,有的焊工为了赶进度,采用超大电流进行打底焊。不论是用氩弧焊、焊条电弧焊,还是用CO₂,气体保护焊打底时,施工过程中经常会发现在打底焊的焊缝中心部位出现沿焊缝方向的裂纹,这种裂纹的实质是热裂纹。
")
2.问题分析
与氩弧焊相比,焊条电弧焊和CO₂,气体保护焊打底时的焊接热输入大,焊缝冷却速度慢。一方面,焊接过程中的执输入大了,焊缝周围的母材对焊缝的拘束应力很大,容易产生过烧、咬边等缺陷,也易使热影响区晶粒粗大,产生硬组织,韧性降低;焊接热输人过小容易出现未焊透等缺陷。另一方面,由于是第一道焊缝,母材的温度很低,打底焊的加热和冷却速度快,由此形成的热胀冷缩的热应力相当大,如果打底焊的焊接熔池凝固的速度慢,就会被母材的拘束应力和热应力拉开,由于此时焊缝中心还没有完全凝固,所以就形成了凝固裂纹,也就是热裂纹这种裂纹在船舶和管线建设的环焊缝焊接时均可能出现,如果直接用纤维素焊条进行打底,在应力较大的地方焊缝凝固后会马上开裂。
3.对策
打底焊时(有时候还需用专门的打底焊焊材)应选择小规范、合适的焊接热输人。大家都知道打底焊很重要,是能否保证后续顺利焊接的第一步。打底焊时,首先要求保证打底焊层的厚度应在3mm左右,这样就可保证在应力状况下不会产生裂纹;其次,不能存在焊接缺陷,这些缺陷主要包括:气孔、夹渣、裂纹和未熔合等;再次,打底焊是第一层焊缝焊接坡口周围如果清理不干净,容易污染焊缝,比如水分铁锈和油污等很容易给焊缝增氢,甚至会给诱发氢致裂纹留下隐患。
通常情况下,用氩弧焊打底比用焊条电弧焊、CO,气体保护焊打底的焊缝洁净度高,相同条件下后两者的焊缝金属抗氢致裂纹敏感性好。由于氩弧焊热输入小,冷却速度快,才不致在母材拘束应力和热应力作用下被拉裂。当然,如果氩弧焊的电流比较大,焊接速度也慢,焊缝同样会出现开裂的现象。
如果采用较大的热输人,不论采用何种焊接方法,对焊后的冷却速度都会产生影响,从而对焊缝热影响区的组织和性能产生影响。当其他参数相同时,焊接热输入较大,焊后的冷却速率会较慢,影响的是焊缝的强度、抗裂性能、韧性和塑性等指标。因此,打底焊时应采用小的热输人,保证焊接质量。
某厂的焊接施工现场打底焊焊缝出过类似裂纹后,改用氩弧焊打底或采用小热输入的焊接方法之后,就再也没有出现过类似裂纹。
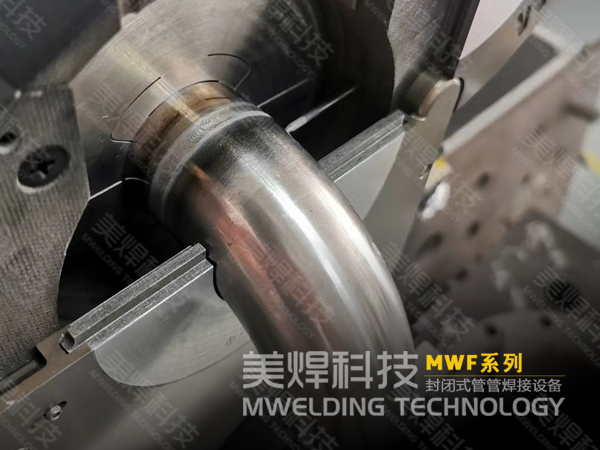
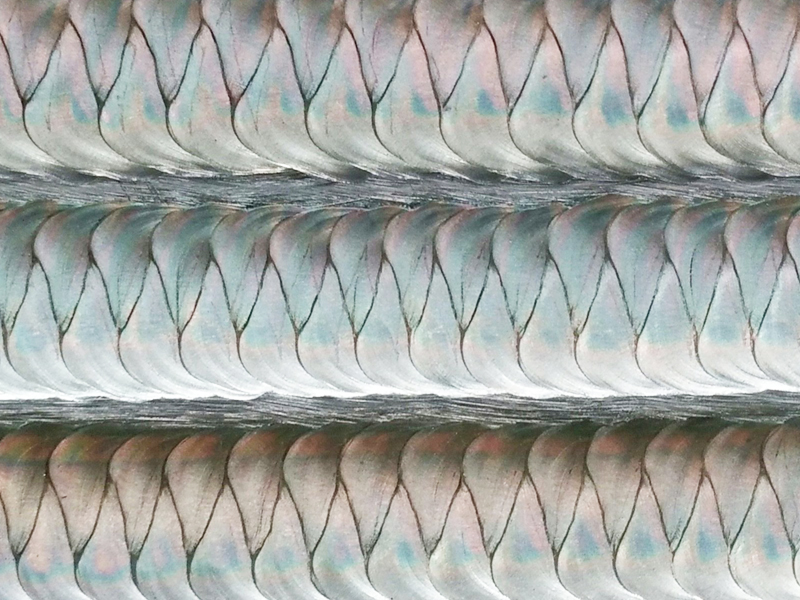
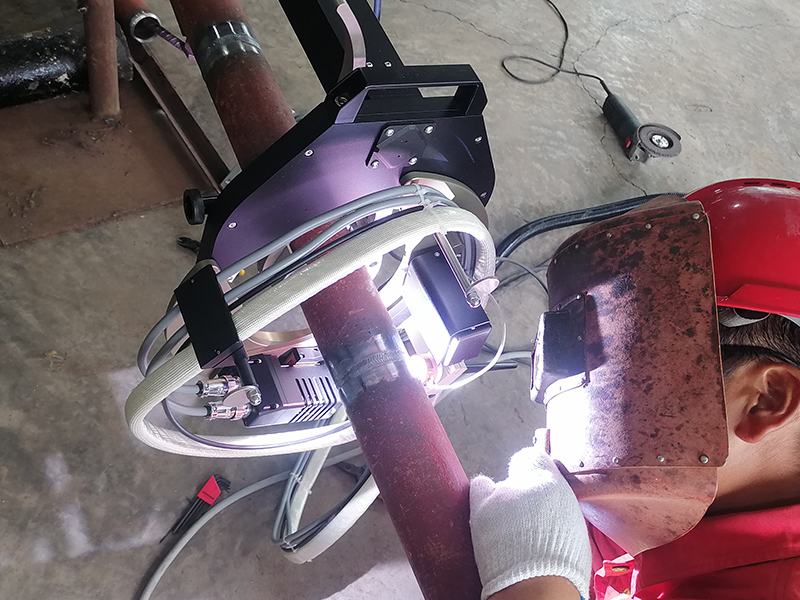
MWG管道自动焊接机借助360度旋转焊钳,搭配自动化焊接智能控制系统,能很好实现在管件不动的情况下,自动环绕完成石油化工管道的打底、填充、盖面氩弧焊接作业。在工艺参数确认的前提下,高质量焊缝的稳定输出,保证了管道焊接的均一可靠性。
")
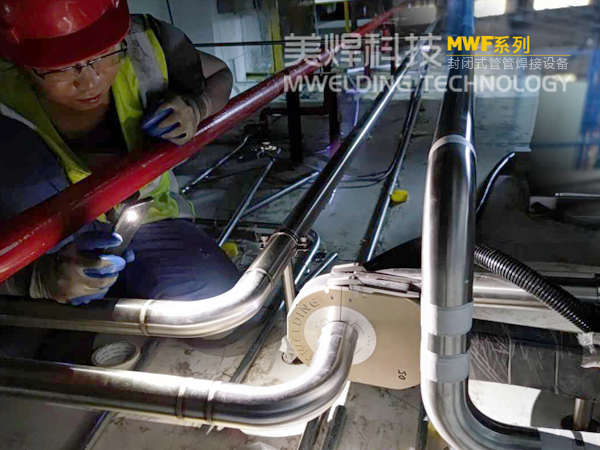
依托智能化数字焊接控制系统,MWG管道自动焊接机能很好实现管道自动焊接工艺参数精确稳定控制。经工艺人员根据管材焊接情况,调试好焊接参数并存储后,高品质、均一化、稳定地焊接输出不再是难事。同时,有了数字信息化数据存储与打印管理功能的夹持,焊接质量控制与优化,变得可有利于追溯分析与持续改进;
")
美焊MWG系列管道自动焊接机 致力于展现优 势性能与价格,专利技术德国部件工艺,投放市场数十年,被广泛应用于能源电力、锅炉化工、石油管道、压力容器、管道安装等领域。整体采用模块化设计,设计精巧,结构紧凑;科学合理的无级可调的卡钳式夹具,充分满足设备覆盖范围内管径夹持要求,有效保障管与焊接轨迹的同轴运行;具备自动弧长和横摆控制功能;可实现钨极氩弧焊打底焊单面焊 双面成型,满足射线检测或超声波检测 II级焊缝合格率98% 以上。满足承压试验或冲击、拉伸、弯曲等物理性能检测要求。
1. 应用行业: 压力容器、锅炉、化工石油管道安装等;
2. 适用范围:不锈钢、碳钢、钛合金等材质焊接;
3.适用管径:
MWG-48 适合管径:Φ19-38mm,壁厚<=6mm;
MWG-90 适合管径:Φ20-89mm,壁厚1-10mm;
MWG-170适合管径:Φ63-168mm,壁厚2-10mm;
MWG-230适合管径:Φ130-230mm,壁厚2-10mm;
MWG-325适合管径:Φ159-325mm,壁厚2-10mm;
美焊感谢您的信赖与支持,并竭诚为您提供服务!
更多自动化管管焊机、自动化管板焊机、自动化环缝焊接专机、热丝堆焊系统等产品及服务,欢迎致电:18918961606或查询上海美焊官方网站:https://www.mwelding.com.cn
本文引用:机械工业出版社《现场焊接问题分析及对策》薛小怀 杨文化