轨道式 TIG 焊接:美焊科技赋能多行业精密制造,解析技术原理与核心优势
发布时间:2025-09-20
浏览次数:
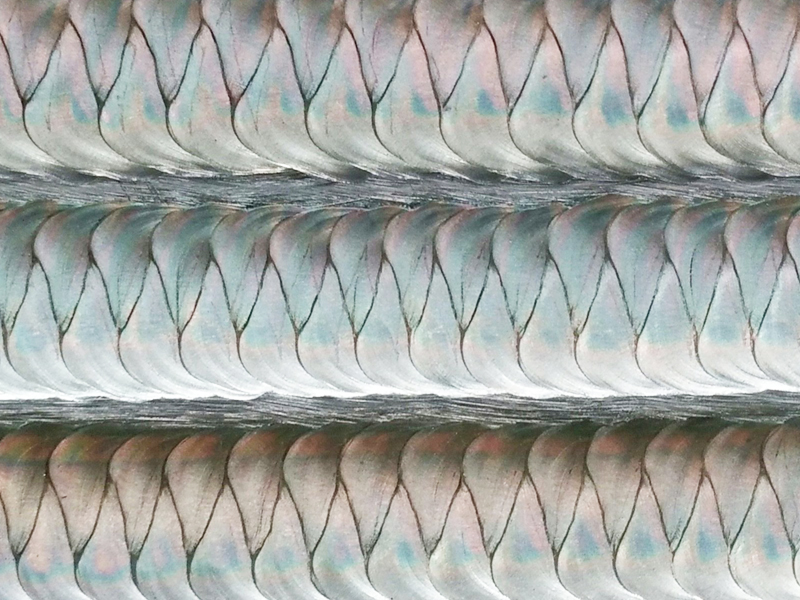
在焊接领域,轨道式焊接因其高焊接质量而备受青睐,其中 TIG 焊尤为常见。该工艺通过机械系统引导焊枪围绕焊接工件旋转,实现了精准而高效的焊接作业。航空航天、高速列车、核电、制药、食品、微电子半导体、电力、石油、燃气等行业均依赖轨道式焊接技术。
")
轨道式焊接主要覆盖两种应用:管管焊接 / 管道焊接,管与管板焊接:
管管焊接应用包括管管对接,管件与法兰、弯头、T 形接头、阀门的焊接
美焊科技(MWELDING)主要提供三种类型标准 TIG 管管焊机:
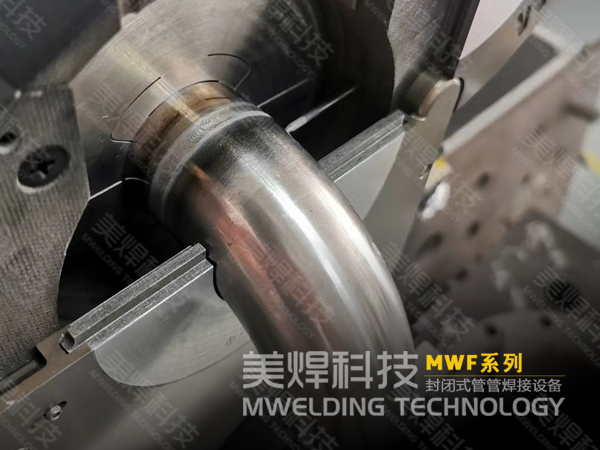
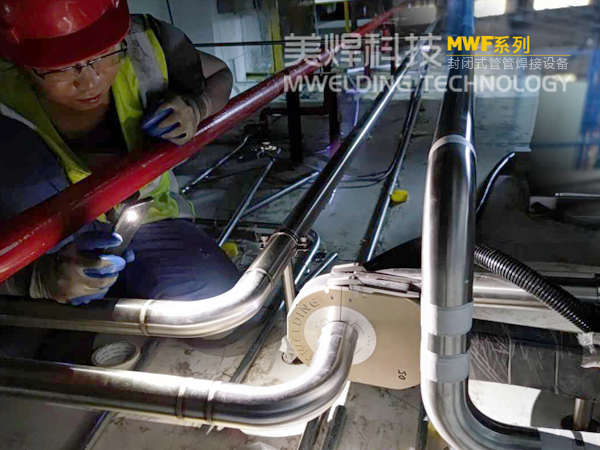
封闭式自熔管焊机(MWF系列),可焊管外径 1.6mm 至 170mm,适用于壁厚≤3.5mm 的薄壁管。
开放式填丝管焊机(MWG系列),可焊管外径 8mm 至 325mm,适用于壁厚 1-30mm 的中厚壁管。
轨道式焊接小车(MWHF系列),可焊管外径50mm 以上,根据所配焊枪不同,最大管径可焊 500mm 。
")
管对管板焊接主要应用于锅炉和热交换器的生产
美焊科技(MWELDING)提供以下类型 TIG 管板焊机:
封闭式齐平管板焊机(MWP-38),可焊管径 10mm 至 38.1mm,接头形式:齐平、内缩 (最大 1mm)、外伸(最大 0.5mm);
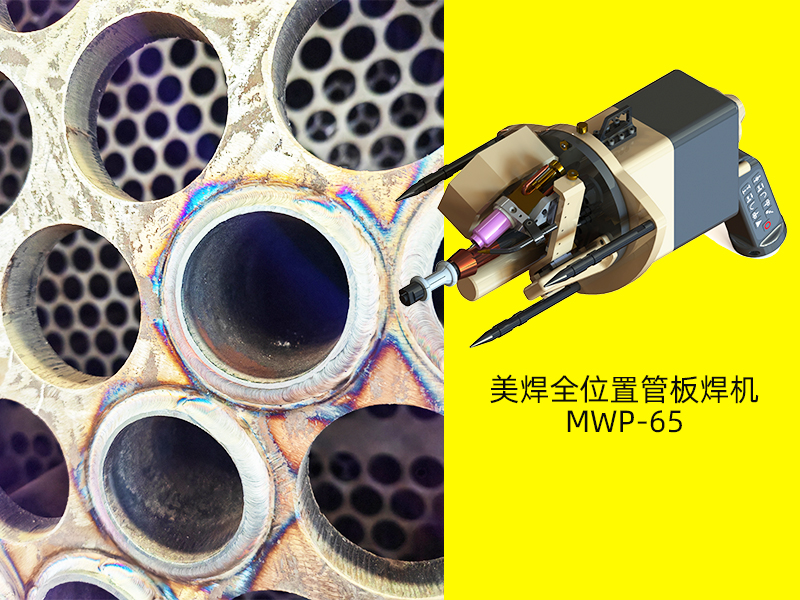
内孔焊开放式管板焊机(MWP-65),可焊管径 内6mm 至 63mm,接头形式:齐平、内缩(最大 2mm)、外伸(最大 13mm)、内孔;
手电筒式换热器U型管焊机(MWH系列),封闭式枪头设计,循环水冷模式设计,暂载率高,可焊管径12.7mm-25mm,自动化、智能化焊接,为密集U型管路焊接提高生成效率。
")
TIG(GTAW)自动钨极氩弧焊工作原理
TIG(Gas Tungsten Arc Welding,简称 GTAW)焊是一种使用非消耗性钨极和惰性气体保护的电弧焊接方法。在 TIG 焊接过程中,非消耗性钨极与工件之间会产生稳定的电弧。该电弧由电极支撑并作为热源,使工件金属受热熔化,进而形成熔池。
为确保焊接质量,必须维持工件熔池和钨极处在无氧环境中。这通常通过使用惰性气体(如氩气)作为保护气体来实现,它能有效隔绝空气中的氧气,防止熔池和钨极被氧化。
若焊接作业需要额外填充金属,焊丝可以经手动操作或依靠外置送丝装置送入焊接区域。在电弧产生的高温作用下,焊丝迅速熔化并与工件金属混合,共同形成焊缝。
TIG (GTAW) 自动钨极氩弧焊接优势
几乎可以焊接所有材质,包括不锈钢、碳钢、镍基合金、铝、铜、钛、锆及其合金等,特定条件下,甚至可以焊接黄铜和青铜;如果采用加丝方式,异种钢也可以焊接。
可实现全位置焊接;工艺稳定可靠,焊接瑕疵可控制在 1%以内;焊接过程不会产生焊渣或烟尘;直接影响电弧长度的电弧电压、以及多种类型的电流强度均可通过编程自动控制;可实现加丝或不加丝焊接